There are many benefits to making parts from aluminum extrusions. Some common aluminum extrusions can be purchased right off the shelf, including round bar, pipe, tube, channel, angle, architectural trims, framing rails, and other structural profiles. These standard shapes are widely available from metal distributors and are often used as raw material for fabricated or machined parts.
When a specific cross-section profile is required that is not available in standard stock shapes, manufacturers may produce custom aluminum extrusions using dedicated extrusion dies. Custom extrusion processing allows manufacturers to create profiles that fit the needs of their specific applications.
Additional machining operations are often necessary to finish take these raw extrusions and turn them into a finished part. Many manufacturers rely on machine shops that specialize in machining aluminum extrusions to add holes, slots, threads, and other features required for finished parts.
How an Extrusion is Made
Aluminum extrusions are made by heating aluminum billet and forcing it through the opening of a die. This process creates long, consistent shapes with the desired cross-section and is the first step in producing an extruded profile.
After extruding, the material is cooled, straightened, and cut into manageable lengths. Whether extrusions are purchased off the shelf or produced as custom profiles, further processing is often required to bring the part to its final specifications.
Examples of Products Where Extrusions Are Used
Aluminum extrusions are used in a wide range of applications where a consistent cross-section shape is beneficial. Some common examples include:
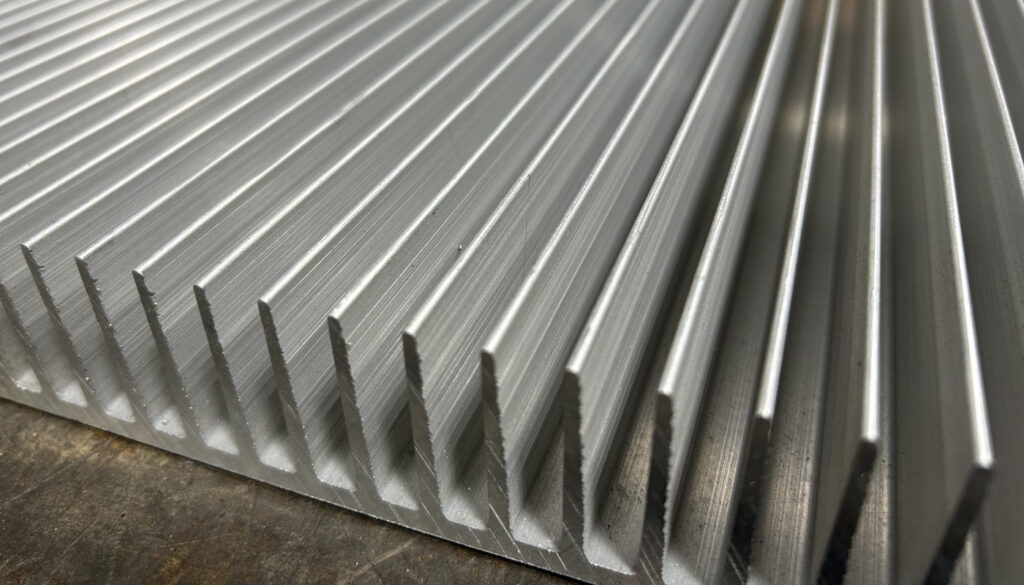
Heat sinks
Heat sink extrusions often contain thin fins that allow for heat dissipation. These profiles are widely used for electronics cooling, LED lighting systems, power supplies, and other components that require thermal management.
Structural framing
Extruded aluminum framing is commonly used in industrial environments for custom equipment, workstations, safety guarding, and conveyor systems.
Window and door frames
Architectural aluminum extrusions are widely used in window systems, sliding door tracks, and storefront framing.
Electronic enclosures
Many instrument housings, control boxes, and electronic enclosures are made from aluminum extrusions, which may include internal features for mounting components.
Transportation components
Extrusions are also used in products such as ladder rails, roof racks, railings, and other lightweight structural components.
Machining Aluminum Extrusions
Extrusions are sometimes produced with additional material so they can be finish machined to the required dimensions and tolerances.
Extruded shapes often require machining such as holes, slots, threads, precision surfaces, or other features needed for the finished part. Machine shops that specialize in machining aluminum extrusions can perform these secondary operations to bring extruded profiles to their final dimensions and functional requirements.
Trim Tool & Machine offers secondary machining of any type of extrusion, and for any quantity. Their machining expertise can create custom workholding solutions to fixture extrusions for all machining operations. Extrusions can be machined complete at Trim Tool & Machine, or workholding fixtures can be developed for use at your business or machine shop to fit any type of CNC or manual machine.
Common Machining Operations for Aluminum Extrusions
Common machining operations performed on aluminum extrusions include:
• Cutting extrusions to length
• Milling slots, pockets, and surfaces
• Drilling and tapping holes
• Machining faces
• Creating mounting features or clearance areas
• Deburring sharp edges
These operations allow extruded profiles to be converted into finished parts ready for assembly or installation.
Machining Challenges with Aluminum Extrusions
While aluminum extrusions offer many advantages, machining them can present unique challenges depending on the profile design, wall thickness, and length of the material. Challenges include:
- Thin walls, fins, or ribs that can flex during machining
- Vibration and distortion for thin-walled extrusions
- Burrs
Proper workholding, cutting methods, and deburring techniques are required to be successful.
Machining Other Types of Extrusions
While aluminum is the most common base metal for extrusions, extrusions can be made from different metals and materials.
Some examples of other materials that can be extruded include:
Copper and brass extrusions
Often used in electrical components, heat transfer systems, and plumbing applications.
Plastic extrusions
Materials such as PVC, nylon, polyethylene, and other plastics are commonly extruded into tubing, channels, and profile shapes.
Magnesium extrusions
Used in applications where lightweight structural components are required, particularly in aerospace.
Steel extrusions
Used in structural or specialty applications like firearms where higher strength materials are needed.
Discuss Your Extrusion Needs & Machining Requirements
Trim Tool & Machine provides machining services for all types of extrusions used in a variety of industrial applications. Whether working with standard stock extrusions or custom profiles, we can machine features and dimensions needed to complete the part.
If you have extrusions that require machining, you can submit drawings and specifications through the Quote Request Form or email sales@trimtoolmachine.com to begin discussing your project.
Our experience in machining aluminum extrusions can help manufacturers turn raw extruded profiles into finished components ready for production use.


